新浪微博
新浪微博 騰訊微博
騰訊微博備有限公司")


鑄鐵平臺工作面精度等級及使用
鑄鐵平臺平板作為工作基礎(chǔ)平臺可以應(yīng)用到工件檢測、劃線、裝配、試驗等,在您購買相應(yīng)的平臺時您可以根據(jù)精度的具體數(shù)據(jù)來確定。
鑄鐵平臺加工精度包括鑄鐵平板尺寸精度、鑄鐵平臺形狀精度和鑄鐵平臺位置精度。鑄鐵平臺圖紙上,對被加工鑄鐵平板的加工精度要求常用尺寸公差、形狀公差和位置公差來表示。
鑄鐵平臺加工精度包括鑄鐵平板尺寸精度、鑄鐵平臺形狀精度和鑄鐵平臺位置精度。鑄鐵平臺圖紙上,對被加工鑄鐵平板的加工精度要求常用尺寸公差、形狀公差和位置公差來表示。
1、鑄鐵平臺尺寸精度:是指加工表面本身的尺寸(如鑄鐵平板面的長和寬)和表面間的尺寸(如鑄鐵平板孔間距離等)的jing確程度。鑄鐵平板尺寸精度的低,用尺寸公差的大小來表示。尺寸公差是尺寸允許的變動量, 標(biāo)準(zhǔn)GB/T1800. 3-1998《限與配合》中規(guī)定,尺寸公差分20個等級,即it01、it0、it1、it2……it18。it后面的數(shù)字代表公差等級,數(shù)字愈大,公差等級越低,公差值越大,尺寸精度越低。
|
表面微觀 征
|
ra(μm)
|
加工精度
|
加工方法
|
應(yīng)用
|
|
|
不加工
|
清除毛刺
|
|
it16~it14
|
|
鑄件、鍛件、焊接件、沖壓件
|
|
粗加工
|
明顯可見刀痕
|
≤80
|
it13~it10
|
粗車、粗刨、粗銑、鉆、毛銼、鋸斷
|
用于非配合尺寸或不重要的配合
|
|
可見刀痕
|
≤40
|
it10
|
用于一般要求,主要用于長度尺寸的配合
|
||
|
微見刀痕
|
≤20
|
it10~it8
|
|||
|
半精加工
|
可見加工痕跡
|
≤10
|
it10~it8
|
半精車、精車、精刨、精銑、粗磨
|
用于重要配合
|
|
微見加工痕跡
|
≤5
|
it8~it7
|
|||
|
不見加工痕跡
|
≤2.5
|
it8~it7
|
|||
|
精加工
|
可辯加工痕跡方向
|
≤1.25
|
it8~it6
|
精車、精刨、精磨、鉸
|
|
|
微辯加工痕跡方向
|
≤0.63
|
it7~it6
|
用于精mi配合,
|
||
|
不辯加工痕跡方向
|
≤0.32
|
it7~it6
|
|||
|
超精加工
|
暗光澤面
|
≤0.16
|
it6~it5
|
精磨、研磨、鏡面磨、超精加工
|
量塊、量儀和精mi儀表、精mi零件的光整加工
|
|
亮光澤面
|
≤0.08
|
it6~it5
|
|||
|
鏡狀光澤面
|
≤0.04
|
|
|||
|
霧狀光澤
|
≤0.02
|
|
|||
|
鏡面
|
≤0.01
|
|
|||
2、鑄鐵平板形狀精度:是指鑄鐵平板加工后的表面與理想表面在形狀上相接近的程度。如直線度、平面度等。
3、鑄鐵平板位置精度:是指鑄鐵平板加工后的表面、軸線或?qū)ΨQ平面之間的實際位置與理想位置接近的程度。如平行度、垂直度、同軸度、對稱度等。
標(biāo)準(zhǔn)gb/t1182-1996《形狀和位置公差》中規(guī)定,形狀和位置公差共有14個項目,其公差 征項目的名稱及符號見下表。
3、鑄鐵平板位置精度:是指鑄鐵平板加工后的表面、軸線或?qū)ΨQ平面之間的實際位置與理想位置接近的程度。如平行度、垂直度、同軸度、對稱度等。
標(biāo)準(zhǔn)gb/t1182-1996《形狀和位置公差》中規(guī)定,形狀和位置公差共有14個項目,其公差 征項目的名稱及符號見下表。
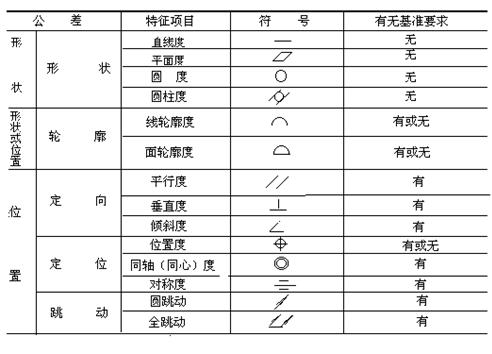
在鑄鐵平板加工圖上,通常只規(guī)定尺寸公差,對要求較的鑄鐵平板,除了規(guī)定尺寸公差外,還要規(guī)定鑄鐵平板形狀和位置公差。
通常情況下鑄鐵檢驗平臺用于檢測、檢驗工作,所以精度要求較,工作面厚度也相比較厚;劃線平臺、工裝平臺精度要求一般,通常為2-3級精度,大型的T型槽平臺精度一般要求不,可以作為工作臺、試驗平臺等,精度3級甚至精刨,通常我公司對于精刨的平臺工作面給予簡單排點,讓外觀 漂亮。對于一些數(shù)控機床的工作臺、鑄鐵工件等精度要求 ,一般會在3絲以內(nèi),這樣 需要數(shù)控精加工。我廠設(shè)有專門的刮研車間可以滿足各種精度要求的加工。
下一篇:下一篇:t型槽平臺如何退火上一篇:上一篇:各類金屬熱處理知識簡介